Marking lines occur when sheet material undergoes high tensile stresses as it flows over sharp tool corners.
Causes of wrinkles in sheet metal.
Eventually a fracture occurs.
Cracks are common on the inside of bends.
Side wall and flange wrinkles are caused by high tangential compressive stresses in the sheet.
Exposure to uv light breaks down your skin s connective tissue collagen and elastin fibers which lie in the deeper layer of skin dermis.
Overloading the dryer will cause the sheets to wrinkle.
Blank shape and thickness.
The idea behind the existence of a locus of in plane strains delimiting the onset of wrinkling in sheet metal forming is attributed to havranek 6who proposed the concept of the wrinkling limit curve wlc after mea suring the circumferential and radial strains on the unsupported region of conical cups.
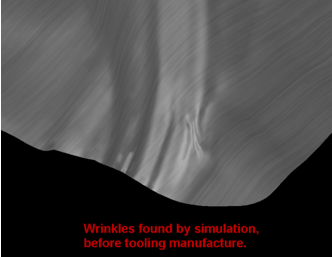
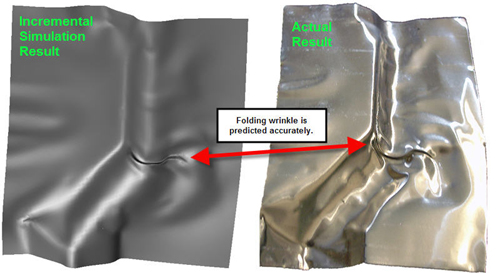
Wrinkles occur when the sheet metal stamping process produces compressive strains that push material together causing the material to overlap each other in the worst case.
Ultraviolet radiation which speeds the natural aging process is the primary cause of early wrinkling.
If you have a large bed with large linens and a medium sized dryer you may need to dry the sheets in two loads.
The difference in the drawing ratio and the irregular contact condition between the blank and die which occur when using second and third method of redrawing also induces non uniform metal flow which cause wrinkling tearing and severe extension of metal during the redrawing process.
When a flat sheet is pushed in on itself the material needs somewhere to go.
Die cavity depth and radius.
For example cracking and necking commonly occur when formability of the deformed sheet material is limited.
Load sheets loosely in the dryer.
Without the supportive connective tissue your skin loses strength and flexibility.
As the material bunches up the loads increase.
As a result compressive hoop stress and thus wrinkling can be developed in the sheet metal under the holder flange wrinkling as well as those in the side wall as wrinkling is a phenomenon of compressive instability.
Friction between the blank blank holder punch and die cavity.
The result is buckling which creates unsightly wrinkles.
Because the membrane generally cannot move as much as the metal it will eventually fatigue and crack when it is adhered to metal.
A thicker material resists the compressive forces more so than a thinner material speaking broadly and thus a thin material will wrinkle more easily.
The most common splits occur when a metal accessory is flashed with a membrane material.
Clearances between the blank blank holder punch and die cavity.